 首页
首页  联系
联系
产品
PRODUCT
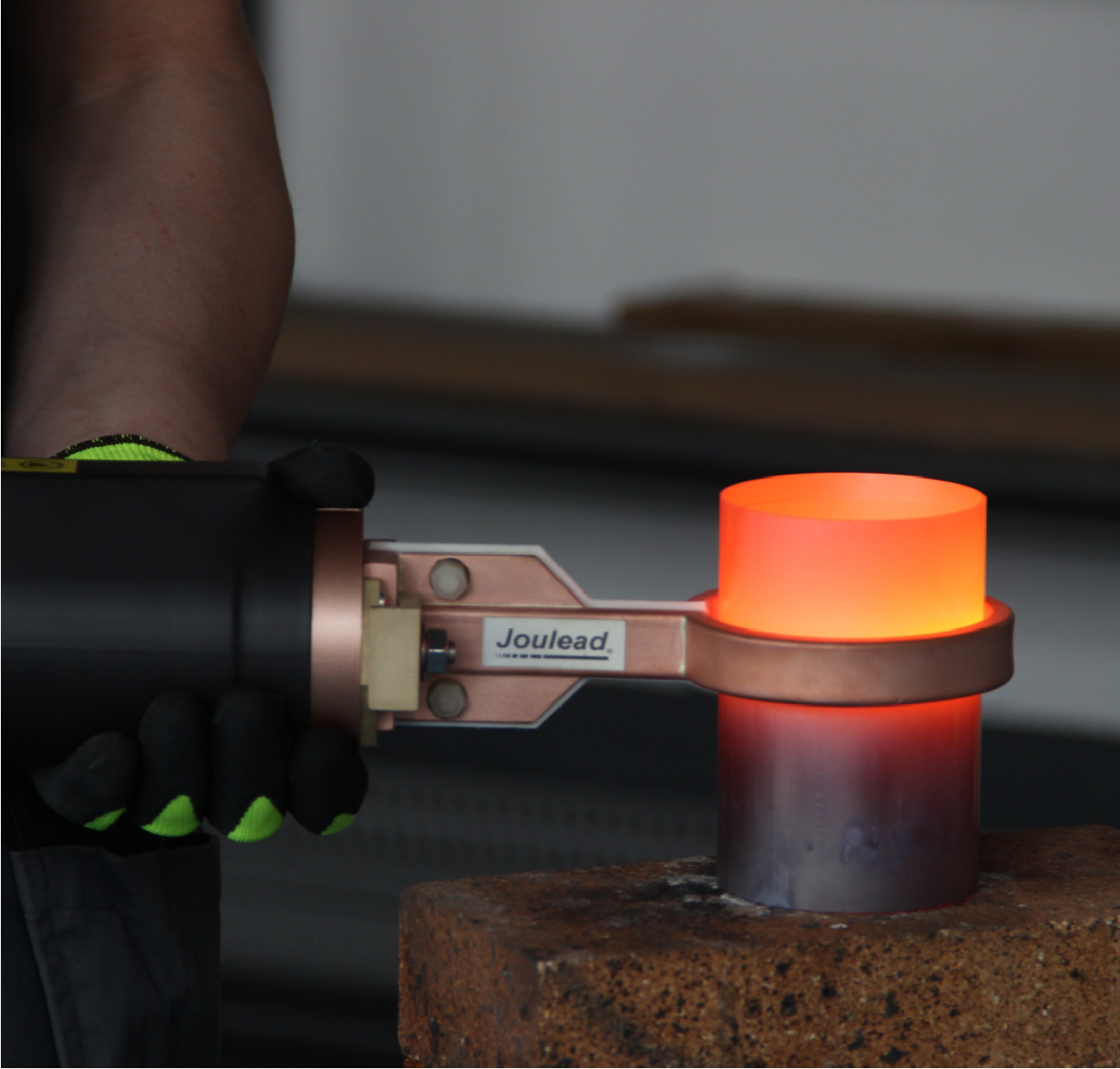
我们拥有JM感应加热电源系列,JF感应加热电源系列,JH感应加热设备系列,JS冷却设备系列,加热感应线圈等5个产品系列,适用于感应钎焊、感应淬火、感应热熔接、感应热装拆、感应热矫平等多个应用。

 /
/

 地址:上海市闵行区昆阳路1000号
地址:上海市闵行区昆阳路1000号
 邮编:200245
邮编:200245
 电话:021-24283506 手机:13564213754
电话:021-24283506 手机:13564213754
 传真:021-24283516
传真:021-24283516
 网址:www.joulead.com
网址:www.joulead.com
 邮箱:sales@joulead.com
邮箱:sales@joulead.com
 QQ:1846570014
QQ:1846570014
 WeChat:13564213754
WeChat:13564213754
 微信客服
微信客服






 地址:上海市闵行区昆阳路1000号
邮编:200245
电话:021-24283506 手机:13564213754
传真:021-24283516
网址:www.joulead.com
邮箱:sales@joulead.com
QQ:1846570014
WeChat:13564213754
/
地址:上海市闵行区昆阳路1000号
邮编:200245
电话:021-24283506 手机:13564213754
传真:021-24283516
网址:www.joulead.com
邮箱:sales@joulead.com
QQ:1846570014
WeChat:13564213754
/




